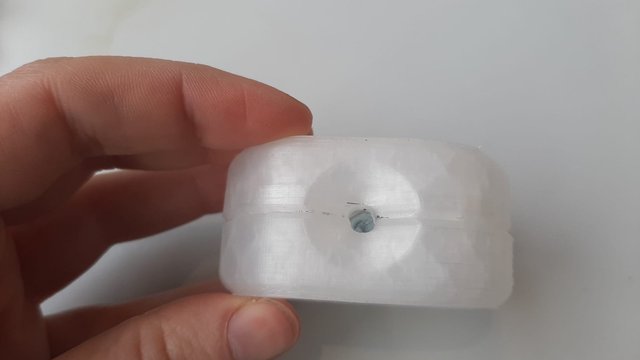
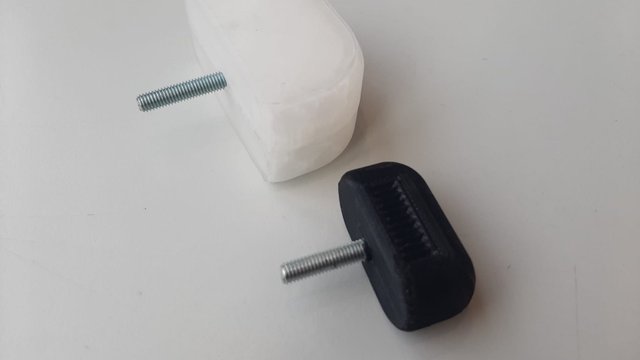
Deze pagina gaat over mallen maken aan de hand van digitale fabricatie technieken in het Fablab. We kijken naar het gebruik van lasersnijden, CNC frezen en 3D printen om tot een mal te komen. Deze mal kan vervolgens ingegoten worden met het gewenste materiaal, maar kan ook hol gegoten worden met de rotatiegieten techniek of de mal kan gebruikt worden om te vacuümvormen. Op de bovenstaande foto zie je een 3D geprinte mal om een knop te gieten op de bout. De zwarte knop is gegoten in polyurethaan.
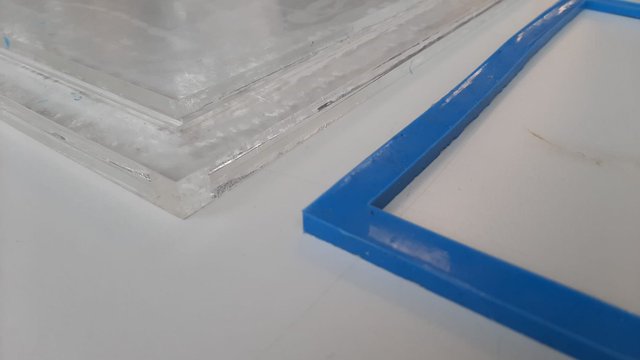
In het proces van het maken van gietmallen moet je goed nadenken over de positieve en negatieve vorm. De positieve vorm is de daadwerkelijke vorm die je wilt maken en de negatieve vorm is de restruimte om de positieve vorm heen. Hieronder zie je een foto van een lasergesneden negatieve mal (links) en de positieve gegoten vorm in blauw siliconen (rechts). Dit is een afdichtingsband voor een machine.

(Rotatie)gietmallen maken #
⚠ LET OP! Als je aan de slag gaat met gierrubbers en kunststoffen lees dan altijd eerst de handleiding goed door en kijk voornamelijk naar de veiligheidsvoorschriften! Vaak zul je beschermende kleding aan moeten en in geventileerde ruimtes moeten werken. In de buurt van het Fablab zit het composietenlab waar je met een zuurkast kunt werken. Gebruik deze ruimte waar nodig en denk goed aan de gezondheid van jezelf en anderen.
De positieve vorm #
Voor de positieve vorm van een mal kun je af en toe bestaande voorwerpen gebruiken maar nog leuker is het om je eigen vormen te maken. Dit kun je doen aan de hand van de verschillende technieken in het fablab.
De vorm 3D printen
Wanneer je met de FFF printtechniek werkt zal je altijd het laagjes effect die je op de print ziet terugzien in de mal. Dit kun je wegwerken door de vorm te plamuren en op te schuren of door met een resin de vorm na te gieten of kwasten. Een mooi voorbeeld daarvan vind je hier
Je kunt ook gebruik maken van de SLA (resin) printtechniek. Hierbij is het laagjes effect een stuk minder. Het nadeel hiervan is dan de printkosten een stuk hoger zijn door de materiaalkosten.
De vorm lasersnijden
Bij platte vormen kun je gebruik maken van de lasersnijder om tot een vorm te komen Ook het graveerwerk van de lasersnijder wordt overgenomen in de mal. Hier vind je een voorbeeld van een lasergesneden positieve mal
De vorm CNC frezen
Je kunt ook de positieve vorm frezen bijvoorbeeld uit was. Hiermee kun je een hele mooie surface finish bereiken. En je kunt de mal weer omsmelten na het maken van je gietmal tot een nieuw blok was! Wel zo milieuvriendelijk. 😃🍃 Op de onderstaande foto’s zie je daar een voorbeeld van. En hier lees je over het maakproces. Het genereren van freespaden kan wel wat bewerkelijker zijn dan 3D printen, dus houd daar rekening mee.


Het is vaak slim om ook meteen de ruimte tot aan waar je de negatieve mal wilt gaan gieten mee te nemen bij het maken van de positieve vorm. Dat is zowel bij het lasersnijden voorbeeld gedaan door en een kader omheen te lasersnijden. Als bij het frees voorbeeld door er een gietbakjes te frezen in het blok. Dit maakt het maken van de negatieve mal weer makkelijker. Vergeet ook niet een giet tuitje mee te ontwerpen zodat je ergens in gan gieten bij tweedelige mallen
De negatieve mal #
Negatieve mal gieten vanuit de positieve vorm #
Vaak wordt de negatieve mal gegoten van siliconen. Het materiaal is uitermate geschikt omdat het alle details prachtig overneemt van de positieve vorm. Siliconen heb je in verschillende shore (hardheden). Door de flexibiliteit van het materiaal kom je ook gemakkelijk weg met lossingsproblemen. Je duwt je gegoten onderdeel zo uit de mal. Zie hier een voorbeeld van een siliconen mal gegoten om een bestaand product en daarna ingegoten met een epoxy en een Polyurethaan. Je kunt een siliconen mal met van alles en nog wat vullen. Zo kun je er bijvoorbeeld ook zeep of kaarsen van maken en met een food-grade siliconen kun je voedsel malletjes voor bijvoorbeeld chocolade gieten maken. 🍫😋
Negatieve mal maken zonder positieve vorm #
Het is soms ook mogelijk om direct de negatieve mal te produceren zonder eerst een positieve mal te produceren. Dit kan materiaal en tijdbesparend zijn. Hieronder zie je daarvan twee voorbeelden uitgewerkt.
Mal maken met de lasersnijder Bij het maken van een siliconen afdichtring is het niet nodig om eerst een positieve mal te maken. Je kunt direct de negatieve mal lasersnijder en ingieten met siliconen om tot het eindresultaat te komen.

Mal FFF printen met PP filament Een ander tof trucje is om de negatieve mal direct te printen van PP (polypropyleen) filament. Dit materiaal heeft als kenmerk dat het chemisch resistent is en er dus geen andere materialen aan hechten. Hierdoor kun je direct de geprinte mal ingieten met bijvoorbeeld een polyurethaan. Let wel op dat de 3D printlaagjes zichtbaar zullen zijn in het gegoten eindresultaat en let ook goed op het maken van lossende hoeken want anders komt de vorm niet meer uit de mal. Dit materiaal rekt niet uit zoals bij siliconen.

Gieten #
- Solide gieten vloeibaar middel ingieten wat uithardt dit kan van alles zijn van chocolade tot kunststof.
- Hol gieten met rotatiegieten
Vacuumvormen met een 3D geprinte mal #
Vacuümvormen
Klik hier voor meer informatie over de vacuümvorm techniek
Ontwerp tips #
✨Tip! Lees je in op de site van Mayku over alle informatie om een goede mal te ontwerpen om te vacuümvormen. Van lossingshoeken, luchtgaten, krimp tot wanddiktes zij hebben het voor je uitgewerkt met handige tips, tricks en illustraties. In het kort:
- Het is gemakkelijker om objecten te vormen die langer/breder zijn dan dat ze hoog zijn
- Het model moet lossend zijn met een minimale ‘draft angle’ van 5 graden
- Maak luchtgaten
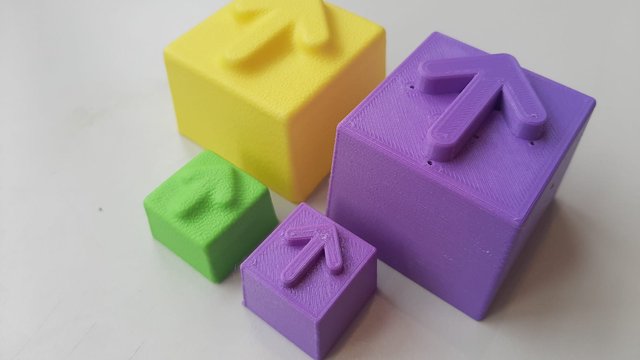
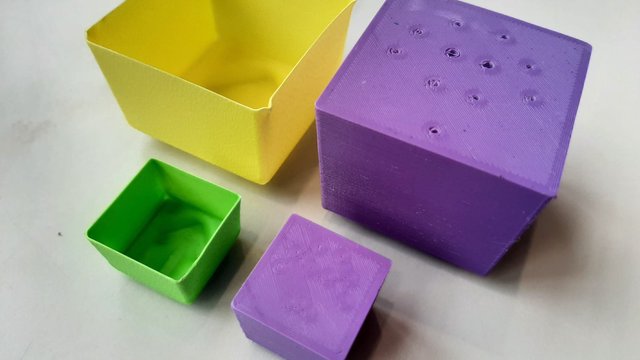
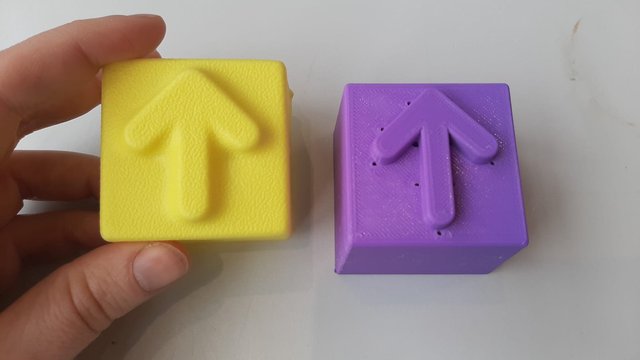
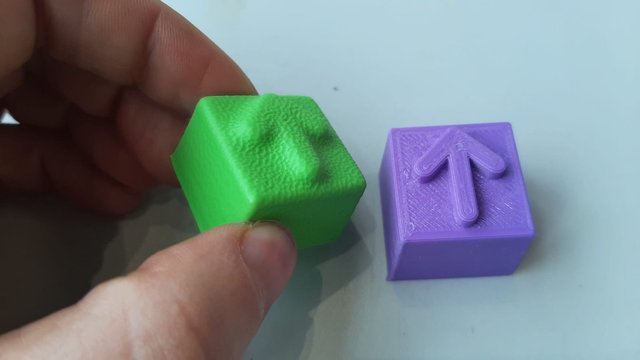
Hieronder is een voorbeeld uitgewerkt van een simpele 3D vorm om te vacuümvormen en de aanpassingen die nodig zijn om het een geslaagde vacuümvorm mal te maken.



Luchtgaten wil je alleen toepassen waar nodig en worden altijd in de buurt van de randen en hoeken van de hollen ruimtes die lucht vangen geplaatst. Probeer je voor te stellen dat het zachte plaatmateriaal over de vorm wordt strakgetrokken. De machine zuigt de lucht van onder weg, de luchtgaten zorgen ervoor dat dit in deze hoekjes ook gebeurt en de details van de mal goed worden overgenomen. Maak de luchtgaten niet te groot anders zie je het terug in het eindresultaat. Houd voor FFF printen een gat van 1,5 mm in diameter aan.
Materiaal #
Het basismateriaal PLA is veelal geschikt voor het printen van de eerste prototypes en zichtmodellen. Echter zijn er ook redenen om af te wijken van het basismateriaal, bijvoorbeeld wanneer het 3D geprinte model een positieve mal is voor het vacuümvormen. PLA heeft namelijk een lage smelttemperatuur en zal vervormen bij het vacuümvormen. Dit is de rede dat een vacuümvorm mal van PET-G geprint wordt.