Groot formaat FFF-printen #
De Itomec is gebouwd met hoogwaardige en gemakkelijk te vervangen onderdelen en draait op open-source software. De printer gebruiken we enkel voor het printen van grote onderdelen die niet in de Ultimaker S5 passen. Denk hierbij bijvoorbeeld aan auto-onderdelen of interieur objecten, zoals een lampenkap. Door het gebruik van grote nozzles kan deze printer snel printen, maar het instellen vergt wel meer kennis dan bij de Ultimakers. Ook moet je beter nadenken over het ontwerpen voor groot formaat 3D printen.
Het maximale printbereik van deze printer is: 50 x 50 x 50 cm

Materialen #
De Itomec werkt met standaard 1.75mm dik filament (in tegenstelling tot de 2.85mm van de Ultimakers). Op deze printer werken we met rollen van 2,5kg of zwaarder omdat we grote objecten gaan printen. De voorkeur gaat uit naar PLA en PET-G, omdat hier al uitgebreid geteste profielen voor zijn gemaakt.
Ontwerpen voor grote prints #
Hoe groter je gaat 3D printen hoe ingewikkelder het printproces wordt. Bij meer materiaal, hitte en koeling kunnen problemen ontstaan met overextrusie, onderextrusie en stringing. Ook hechting problemen bij het levelen van de eerste laag bij een groot oppervlakte kan uitdagend en tijdrovend zijn. Als je met de Itomec gaat printen dan wil je in het ontwerpproces al rekening houden met deze uitdagingen om het printproces gemakkelijker te maken, hier gaan we verder op in.
Support materiaal #
Supports zijn ondersteunende structuren die worden meegeprint om overhangende onderdelen van het 3D model printbaar te maken. We kunnen namelijk niet op lucht printen. Supports wil je vermijden bij grotere prints. Het kost heel veel extra materiaal omdat de grote nozzle ook brede wanddiktes bij de support gaat printen. Een ander nadeel is dat het resultaat niet mooi wordt op de plekken waar op support wordt geprint. Je zult dit echt flink moeten nabewerken om mooi te maken. Het is dus aan te raden bij het ontwerpen geen hoeken voorbij de 45 graden te modelleren zodat supports niet nodig zijn. Een andere veel gebruikte oplossing kan zijn om grotere prints op te delen in kleinere stukken.Zo kun je het model met minder of geen supports printen. Bekijk eens deze video over het gemakkelijk opsplitsten van één groot 3D model in kleinere modellen. Wellicht kun je het model nu zelfs op de Ultimaker S5 printen.
Wanden printen #
Pas de wanddikte van het model aan naar de breedte van de nozzle. Als de nozzle 0.8 mm is dan maak je de wanddikte een vermenigvuldiging hiervan. Bijvoorbeeld een wanddikte van 1.6 mm of 2.4 mm. Hiermee bespaar je tijd en voorkom je onnodige travels en infills.
Travel #
Met Travel bedoelen we het verplaatsen van de kop naar een andere plek om daar verder te printen. De kop moet bij deze beweging het materiaal intrekken en ergens anders weer extruderen om verder te gaan. Omdat we nu meer materiaal printen in een grote nozzle kunnen hier problemen ontstaan. Dit kun je voorkomen door paden te optimaliseren.
Geoptimaliseerd pad #
Hieronder zie je een voorbeeld een 3D model met een wanddikte van 1.6 mm die met een 0.8mm nozzle geprint wordt. Het pad is geoptimaliseerd om efficiënt in twee rondjes de wanddikte te printen met weinig travels.
Niet geoptimaliseerd pad #
Hieronder zie je een voorbeeld een 3D model met een wanddikte van 2 mm met een 0.8mm nozzle. Je ziet hier gekke vullingen ontstaan (paars gebied) in de eerste laag tussen de binnen en buitenwand is om tot de maat te komen en ook in de hoeken wordt vulling materiaal geprint. Dit zorgt voor onnodig veel travels en dus een slechter print resultaat.
Verdikkingen #
Probeer onnodige verdikkingen te voorkomen. Bij de bovenstaande video zie je in de linkerhoek een verdikking bij de fillet. Hieronder op de foto zie je bij de ribbel een verdikking. Dit soort kleine verdikkingen met infill zorgen voor extra travels en daardoor retraction problemen. Dit is bij PET-G nog meer een probleem als bij PLA. Probeer dit in het 3D ontwerp te voorkomen.

Continu pad #
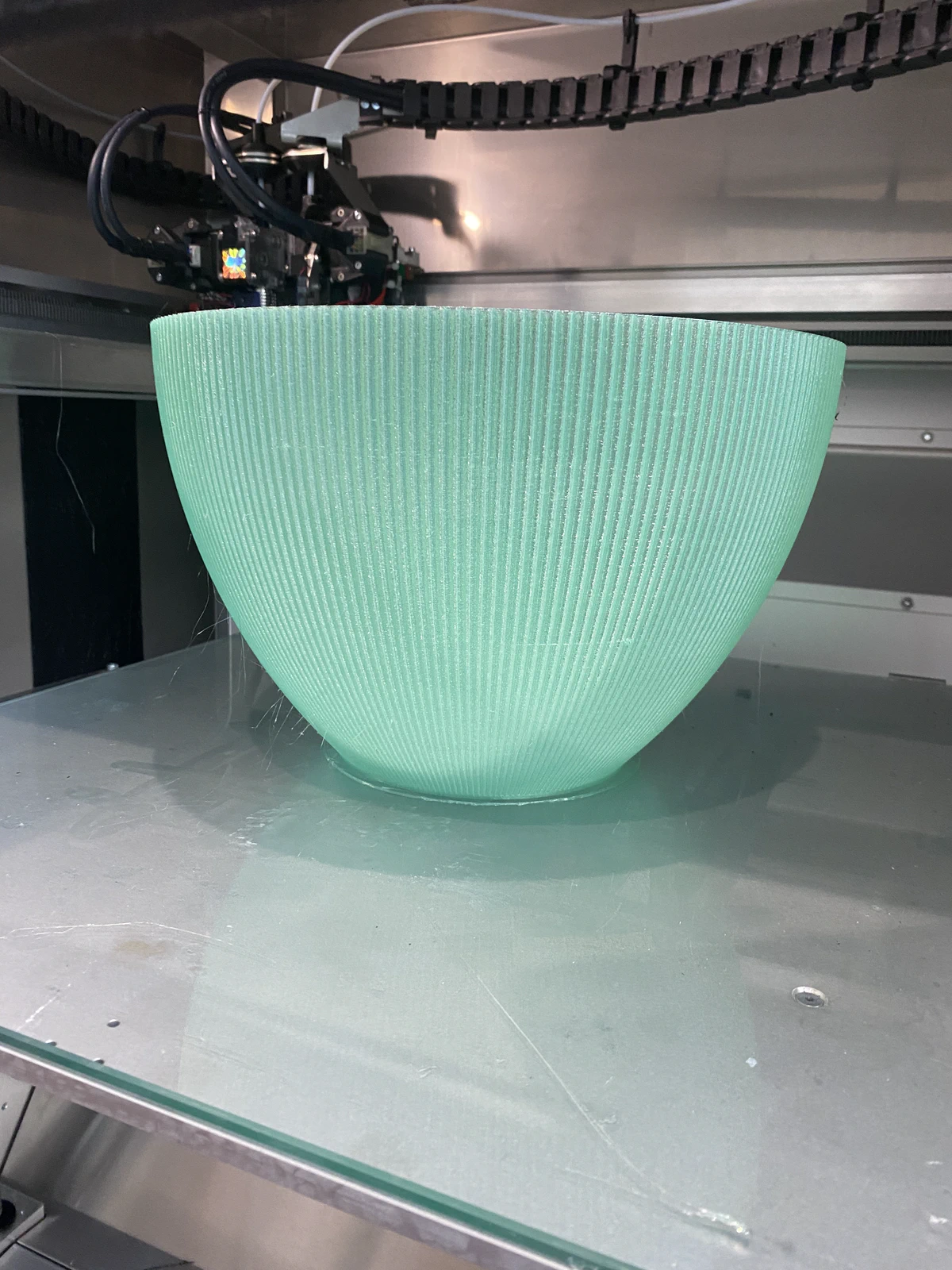
Mocht het mogelijk zijn dan is het een aanrader om met een continu pad te printen. Dit kun je doen door het model solid te ontwerpen en in de Spiral Vase mode te printen. Dit is een knop die je in de slicer kunt aanzetten. Je krijgt op deze manier altijd een print met één wanddikte (de nozzle breedte). Het model print in één keer zonder te travelen tijdens het printen. Voor dingen als vazen, bakken, behuizingen en pilaren is het een uitkomst.
Ga in PrusaSlicer naar Print Settings Layers and perimeters Vertical Shell Spiral vase aanvinken.
Slicing #
Deze printer maakt gebruik van een Duet3D Wifi controller met RepRapFirmware 3.4.6 (2023). Hierdoor kun je technisch gezien elke slicer gebruiken, maar alle bestaande profielen zijn gebouwd rondom Prusaslicer (doordat Cura niet alle functionaliteit van deze printer ondersteunt). Prusaslicer is een gemakkelijk te gebruiken open-source slicer van de makers van de bekende Prusa printers. Prusaslicer kun je gratis installeren, maar op dit moment zijn onze profielen nog niet te downloaden. Wanneer alles perfect is afgesteld zullen we dat hier delen. Tot die tijd kun je gebruik maken van de computers in het Fablab om te slicen voor deze printer. Let op dat er idealiter met een nozzle van 0.8mm geprint wordt.
Download profielDowload de config door op de bovenstaande knop te klikken en open PrusaSlicer. Ga naar: Import Import Config Bundle en selecteer de Itomec Config uit je download map.
