Title here
Summary here
24 december 2023 door ![]() Team Fablab5 minuten
Team Fablab5 minuten
Laatst bijgewerkt op 19 februari 2024

Museum Lalique benaderde ons voor een interessante opdracht waarbij we gebruik moesten maken van traditionele (giet)technieken in combinatie met moderne 3D scan, 3D print en modelleer technieken.
Video update
Voor deze opdracht hebben wij gebruik gemaakt van Shining3D scanners en om onze scan-design-print workflow te kunnen delen met een breder publiek is er daarom ook een interessante video case study gemaakt van deze opdracht.
Museum Lalique, een musuem dat zich voornamelijk richt op het werk van René Lalique, een Franse goudsmid en glaskunstenaar, benaderde Fablab Arnhem een tijdje geleden met een interessante opdracht. Ze wilden namelijk een schaalmodel maken van een fontein genaamd ’les Sources des France’ ontworpen door René Lalique. Deze fontein werd getoond op de wereldtentoonstelling in Parijs en bestond uit 128 glassculpturen van nimfen, muzen, zeemeerminnen, najaden en oceaniden uit de Griekse mythologieën. De fontein was maar liefst 14 meter hoog, bevatte 140 water spuitende objecten en zou van binnenuit oplichten, wat ’s nachts tot een spektakel geleid moest hebben. Na de wereldtentoonstelling werd de fontein helaas afgebroken en werden de beelden verkocht. Fablab Arnhem werd daarom door museum Lalique gevraagd om mee te helpen deze fontein op schaal na te maken voor een nieuwe tentoonstelling. Onze specifieke opdracht was om een aantal van de zeldzame en waardevolle beelden te reproduceren.

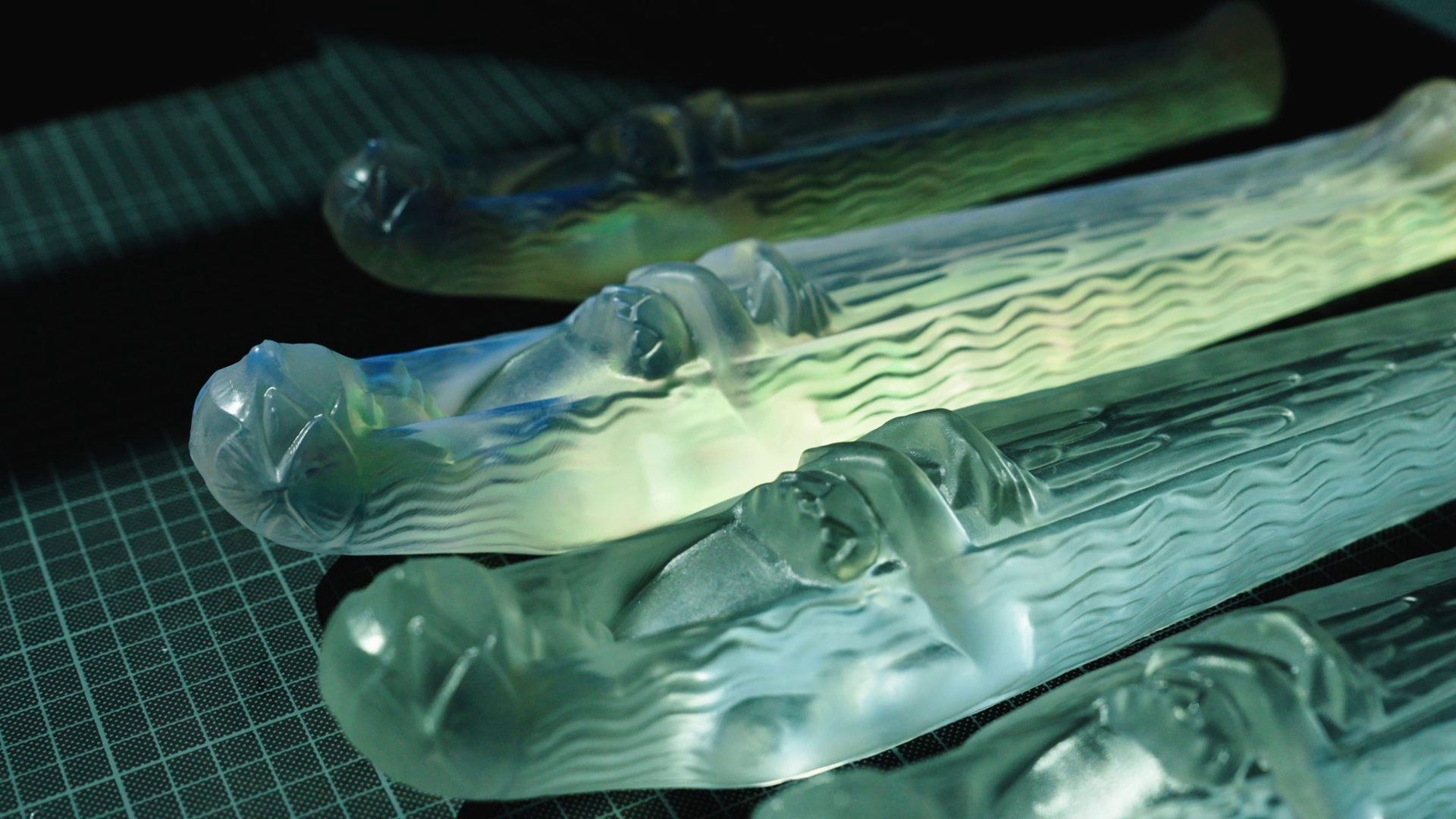
Door het gebruik van traditionele giettechnieken, 3D scanning, en SLA 3D printing, waren we in staat om een beeld van de muze Calliope (de mooie stem) na te maken in drie nieuwe maten voor de reproductie van de fontein. De geprinte beelden hieronder zijn gemaakt met een SLA-printer en heldere uv-resin. Vervolgens zijn de beelden zorgvuldig gepolijst om de transparantie te vergroten en een glasachtige afwerking te krijgen. Deze drie prints zijn inmiddels gebruikt voor het maken van grote siliconen mallen waarmee 3 keer 12 beelden in transparant uv-bestending polyurethaan zijn gegoten.
We begonnen dit project met het maken van een afgietsel van de muze Calliope. Helaas hadden we geen toegang tot een origineel levensgroot beeld, maar had het Lalique museum wel een miniatuurversie uit dezelfde tijd in de vorm van een klein ringschaaltje. Glas is echter over het algemeen erg moeilijk te scannen en een coating gebruiken was geen optie vanwege de waarde en de vele kleine details op het schaaltje. We besloten daarom een mal te maken door siliconen in een plastic polypropyleen cilinder rond het beeld te gieten. Vooraf experimenteerde we eerst met het verkrijgen van de juiste shore siliconen om ervoor te zorgen dat het beeldje makkelijk uit de mal ging. Tijdens de gieting werkten we op de zolder van het museum en gebruikten we snel hardende siliconen, zodat we de mal dezelfde dag nog mee konden nemen.
Vervolgens gebruikten we een polyurethaan hars voor het maken van een plastic afgietsel. Het gekozen polyurethaan heeft een matte witte afwerking dat perfect werkt voor 3D-scannen. We hadden nu een zeer nauwkeurige kopie van de het glazen beeldje dat we konden gebruiken voor het maken van de perfecte 3D-scan.

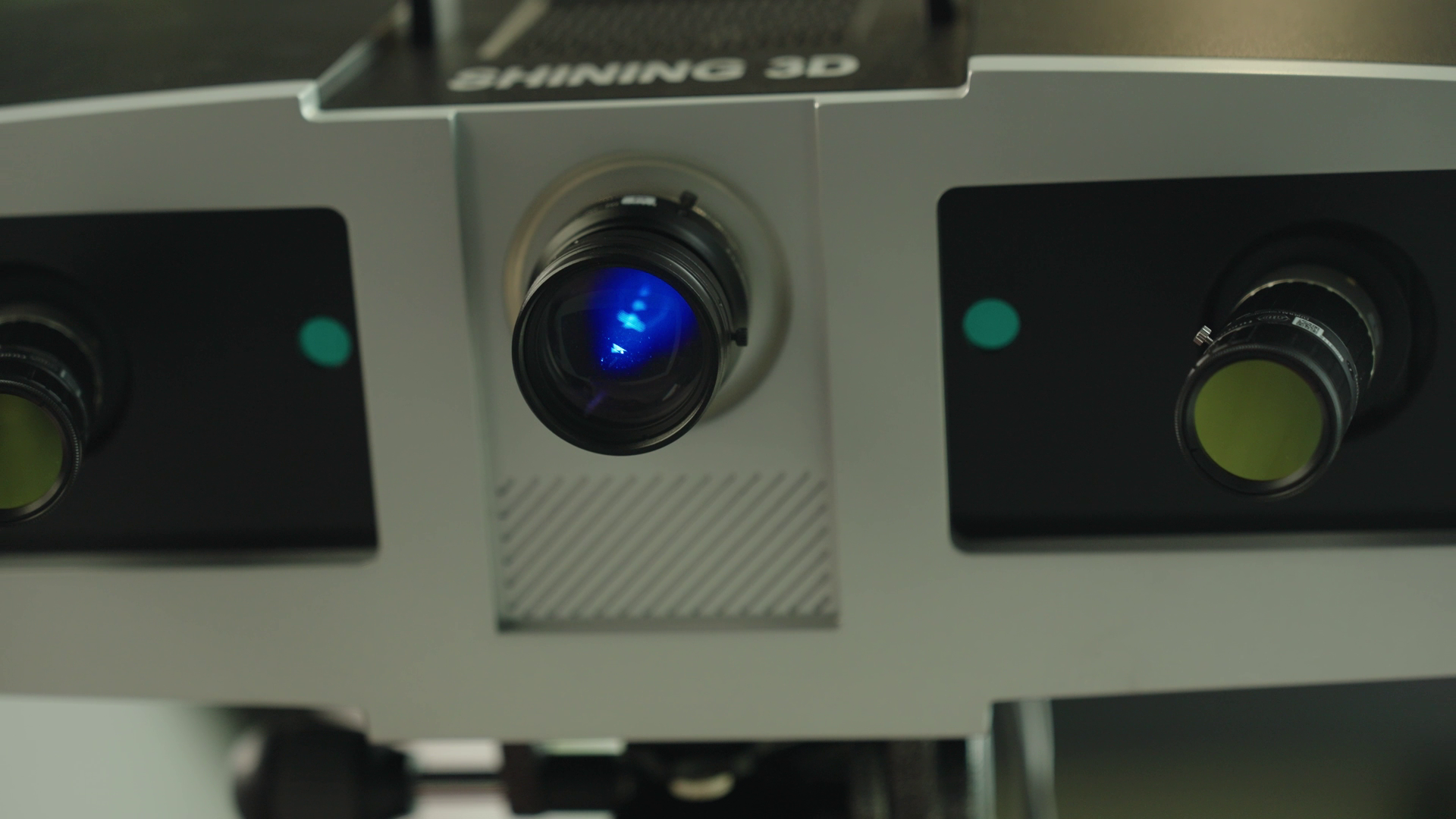
Voor het scannen van het witte PU beeldje maakten we gebruik van een professionele Shining3D Optim 5M plus metrologie scanner. We zouden deze kleine details namelijk niet kunnen scannen met onze handscanner aangezien het glazen beeldje slechts 10 cm hoog is. Het grootste geprinte beeld is 38 cm en kleine imperfectie in de scan zouden op dit formaat snel zichtbaar worden. We gebruikten daarom de 5M plus-100 lenzen om een extreem hoge nauwkeurigheid van 0,005 mm en een puntafstand van slechts 0,04mm te bereiken. Met behulp van de markers op de achtergrond konden we het object scannen met slechts twee scans; één van de voorkant en één van de achterkant, die we vervolgens hebben uitgelijnd tot een enkel model.

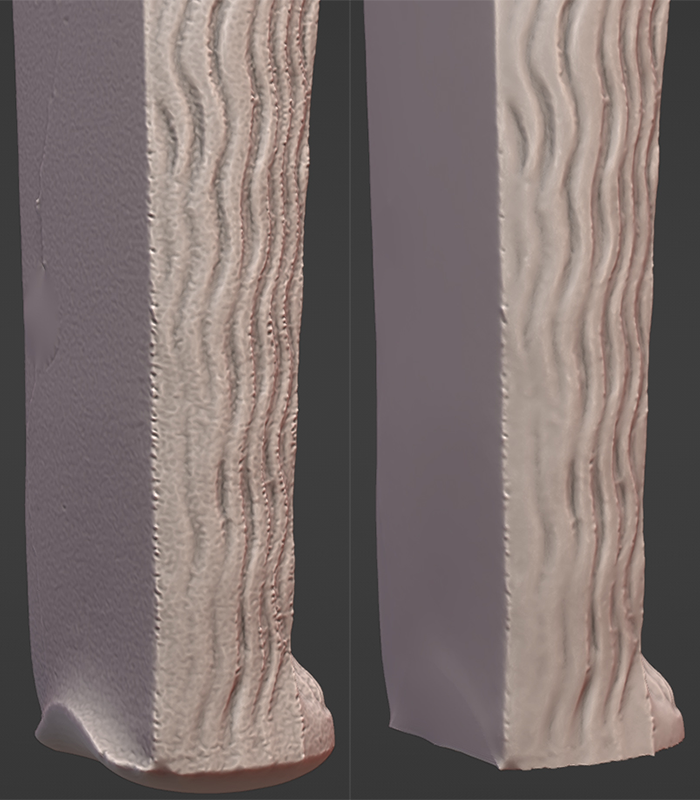
Kleine artefacten zoals luchtbellen en scanimperfecties zijn onvermijdelijk tijdens het proces, maar met 3D sculpting tools zijn deze eenvoudig te herstellen. We gebruikten daarom 3D-software (Blender) om de scan te verfijnen zonder te veel af te wijken van het origineel. Net als bij fysiek beeldhouwen hebben we de gaten handmatig opgevuld en gladgestreken. Dankzij de extreem hoge resolutie scan konden we inzoomen op alle kleine details die met het blote oog nauwelijks zichtbaar zijn. Tot slot hebben we de ruis weggewerkt die zichtbaar zou worden na het vergroten van de originele scan tot 38 cm.
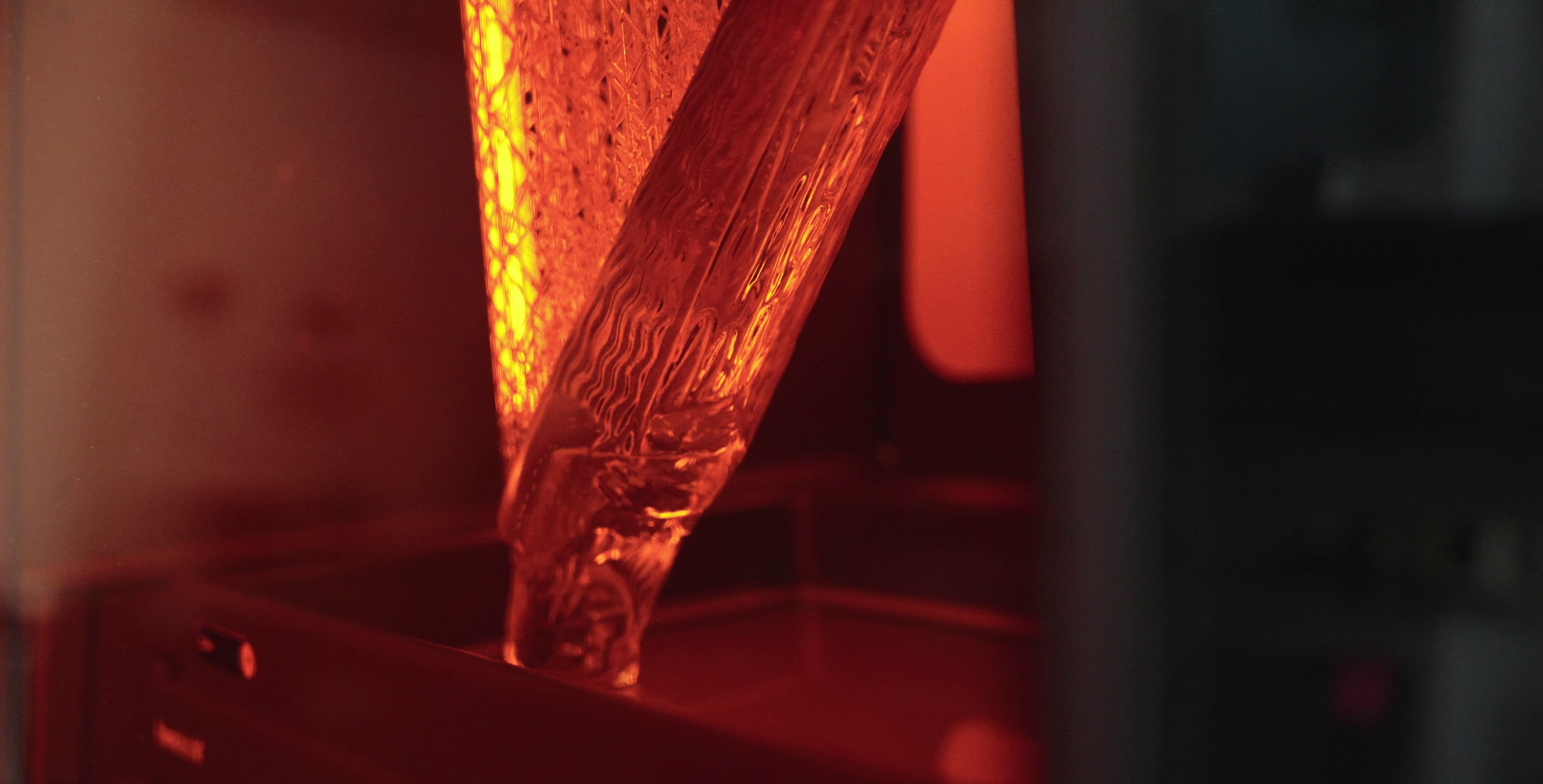
De beelden zijn geprint met behulp van SLA 3D printtechnieken. Dit printproces werkt door een fotopolymeer uit te harden met UV-lasers en resulteert daarmee in zeer gedetailleerde objecten waarbij de laaglijnen nauwelijks zichtbaar zijn. De combinatie van printen met een hoge resolutie en heldere hars zorgt voor een bijna transparant object met een glaslook (vooral na zorgvuldig polijsten). Het grootste model is 38 cm hoog, gebruikt iets meer dan 1 liter resin duurt ongeveer 36 uur om te printen.
Na het printen zijn alle beelden uitgebreid gepolijst. Dit is een zeer arbeidsintensief proces, maar zorgt ervoor dat de prints veel transparanter worden en dus meer op glas lijken. Nu zou je denken dat dit niet nodig is aangezien er toch afgietsels gemaakt worden, maar dat is niet helemaal waar. De siliconen mallen nemen namelijk perfect al het detail van de prints over. Wanneer de print dus helder en glimmend is, zal het afgietsel van de mal dat ook zijn. Hierdoor worden uiteindelijk veel arbeidsuren bespaard. Tevens zal het museum de drie geprinte beelden gebruiken om te laten zien hoe nieuwe technologieën kunstgeschiedenis op een toegankelijke manier kan terugbrengen.
Met dank aan Shining3D voor alle foto’s!

The Economic Board reikt 3 keer per jaar de Parel Award uit aan bedrijven die innoveren in duurzaamheid in de regio Arnhem-Nijmegen. Wij hebben de laatste parel ontworpen en geproduceerd.

Voor de dag van de Arnhemse geschiedenis hebben kinderen van kindcentrum 'de Werf' bruggen ontworpen om hypothetisch de loopbrug tussen park Presikhaaf en het winkelcentrum te vervangen.